業務用3Dプリンターはメンテナンスが必須!方法と見る箇所とは
2024/02/22

業務用3Dプリンターは、精密な製品を生産するために欠かせない装置です。しかしその性能を維持するためには、定期的なメンテナンスが不可欠です。部品の消耗や環境の影響による劣化を防ぎ、最高のパフォーマンスを維持するために、専門的な知識と経験が求められます。
3Dプリンターはメンテナンスが欠かせない
3Dプリンターは、3Dデータをもとにして立体的なプリントする技術により、さまざまな分野で活用が進んでいます。そして、高精度な寸法および表面仕上げが求められる3Dプリンターは、複雑な構造を持つ繊細な機械であるためメンテナンスは欠かせません。
◇3Dプリンターは高性能な精密機器
3Dプリンターは、3DCADや3DCGで作成された3Dデータをもとに、材料を一層ずつ積み重ねて造形物を作り出します。光造形方式、FDM方式(熱溶解積層方式)、SLS方式(粉末焼結方式)など、様々な造形方式があり、使用できる材料も樹脂や金属などがあります。
業務用3Dプリンターは、製造業や研究開発分野などで広く利用されています。BMF社の3Dプリンターを例に取り上げると、同社のプリンターは光造形技術を活用し、特にPµSL(Projection Micro-Stereolithography)と呼ばれる独自の技術を採用しています。
このPµSL技術は、一般的なDLP方式と同様にUV光を使用して樹脂を硬化させる方法を採用していますが、その解像度は驚異的です。投影レンズの精密な制御により、数マイクロメートルから数百ナノメートルの解像度を実現しています。これにより、超微細な構造や部品を正確に造形することが可能です。
さらに、BMF社のプリンターは2μmシリーズとして知られる超高解像度のモデルも提供しています。このシリーズは、CADデータを非常に忠実に再現し、極めて厳密な公差を要求されるアプリケーションに対応しています。究極の高精度を追求したこのシリーズは、数ミクロンの超微細構造を正確に造形することができ、最先端の精密部品開発や実験用の極端器具の製作などに最適です。
◇部品の劣化により性能を発揮できない
業務用3Dプリンターは、高い寸法精度と表面精度が求められるため、複雑な部品で構成された繊細な機械です。そのうえ設置環境の影響を受けやすく、長期間の使用により部品が消耗・劣化して機能が低下し、造形に不具合が生じることがあります。
しかし、メンテナンスでは故障の原因となりやすい部分のクリーニングを行うには部品寿命を短時間で見極め、適切に部品交換や調整を行える高度な専門知識と経験が必要です。
◇定期的なメンテナンスが不可欠
業務用3Dプリンターは、高い寸法精度と表面精度が求められるため、複雑な部品で構成された繊細な機械です。長期間の使用により部品が消耗・劣化し、造形に不具合が生じる可能性があります。このようなトラブルを未然に防ぐためには、定期的なメンテナンスが欠かせません。
定期点検では、部品の消耗や劣化の度合いをチェックし、必要に応じて部品交換やチューニングを行います。しかし、これには高度な専門知識と経験が必要です。
一般的なメンテナンス方法としては、3Dプリンターを定期的に清掃し、磨耗や損傷した部品を交換します。また、ファームウェアやソフトウェアのアップデートも重要です。
修理作業には専門知識が必要なため、修理を自己で行うことは推奨されません。3Dプリンターのメンテナンスは、高品質のプリントを得るだけでなく、プリンターの寿命を延ばすためにも不可欠です。
業務用3Dプリンターのメンテナンス方法
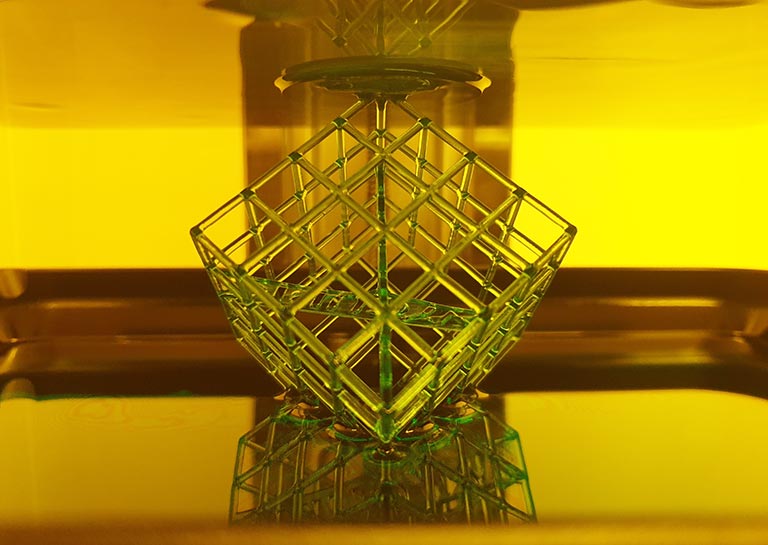
画像出典先:BMF Japan
業務用3Dプリンターの効率的な運用と品質維持には、適切なメンテナンスが欠かせません。以下では、業務用3Dプリンターの主な造形方式である光造形方式と熱溶解方式について、メンテナンス方法を解説します。
◇光造形方式と熱溶解方式の違い
光造形方式と熱溶解方式(FDM方式)の主な違いは、造形方法、寸法精度、そして使用する素材にあります。
まず、造形方法に関して、熱溶解方式では素材を熱で溶かし、それを積み上げて造形物を作ります。一方、光造形方式では紫外線を照射することで特殊な樹脂素材(レジン)を硬化させ、それを積み重ねて造形物を形成します。
次に、寸法精度の違いです。熱溶解方式では、積層時にテーブルから造形物が離れたり、ヘッドが動くことによるかみ合わせのズレが生じる可能性があります。これに対し、光造形方式では光で照射しているため、ヘッドの動きやズレがなく、より高い寸法精度を実現します。光造形方式の寸法精度は、熱溶解方式に比べて約1.5倍ほど優れています。
最後に、使用する素材の違いです。熱溶解方式では、フィラメントと呼ばれる樹脂を溶かして糸状にしたものを使用します。このフィラメントは様々な材質や色のバリエーションがあります。一方、光造形方式では液体のレジンを使用します。レジンは液体であるため、素材を混ぜることができず、色のバリエーションや材質の幅が狭いという特徴があります。
◇光造形方式のメンテナンス方法
光造形の種類によって各部のメンテナンス方法は異なりますが、使用するレジンごとにレジンタンク(VAT)を使い分ける必要があります。紫外線(UV)の照射による摩耗や、造形失敗時の処理による傷などがレジンタンクに生じるため、定期的な交換が推奨されます。
材料を変更する際には、レジンタンクの交換やイソプロピルアルコール(IPA)などでの洗浄が必要で、前に使用していた材料が残らないようにしてください。
◇熱溶解方式のメンテナンス方法
ノズル周りやプラットフォームのメンテナンスが不可欠です。機種によって手法は異なりますが、フィラメントのカスなどがノズル内に蓄積することがあるため、掃除をして取り除くか、新しいフッ素樹脂チューブやノズルに交換しなければいけません。
どちらの方法を選択するかは、メーカーや機種によって異なるため、購入前に十分な確認が必要です。
エクストルーダー(樹脂を送り込む装置)も重要で、ギアホイールは清掃が必要で、エアダスターや小さなブラシで適度に掃除し、清掃後はネジでしっかりと固定するようにしてください。
3Dプリンターのメンテナンスで見るべき場所
一般的な熱溶解積層方式と光造形方式の2つに焦点を当て、メンテナンス時に確認すべきポイントを紹介します。
◇リニアガイドの潤滑性
光造形機ではXY軸がないため、メンテナンスは主にZ軸に焦点を当てます。下部にはレジンタンクがあり、それを外してもDLPがあり、Z軸の直下には位置センサーや他の精密部品が配置しているため、スプレーではなくグリースを使用しています。
これまでグリース不足でトラブルが発生したことはありませんが、大きな仕事が終わった際など、気づいたときには古いグリースを拭き取り、新しいグリースを塗布するようにしましょう。
◇ノズルヘッドの状態
ノズル内が詰まっているかノズルを手で温めた状態にてフィラメントを手で押し込み感触で確認し、硬さが顕著な場合は、バラして清掃するのが良いでしょう。ノズル先端のアルミブロックをアセトンに浸してABS樹脂を溶かす方法を使用していますが、溶けるまでに時間がかかるため、温度調整可能なハンダゴテで加熱し、細い針金やドリルを使用して内部を慎重に清掃します。その際にはノズル先端を損傷しないように十分な注意を払いながら作業を行う必要があります。
◇ライブギアの状態
フィラメント搬送に使われるドライブギアは、歯と歯の間にゴミやフィラメントが詰まると、フィラメント搬送時にスリップし、造形トラブルの原因となることがあります。
ギアを外し、歯の間に詰まったフィラメントをブラシで取り除きます。歯の摩耗はまれですが、もし摩耗している場合は予備のギアを用意しておくと良いでしょう。このとき注意したいのが、ギアを固定するイモネジ(ホーローセット)を締め忘れないようにすることです。
3Dプリンターは高精度な造形物を作り出すために欠かせない技術であり、その高性能な精密機器は業務用途でも広く利用されています。しかし、部品の消耗や劣化により性能が低下し、定期的なメンテナンスが不可欠です。
光造形方式と熱溶解方式の2つの主要な造形方式に焦点を当て、それぞれのメンテナンス方法を説明しました。特に、レジンタンクの交換や清掃、ノズル周りの掃除などが重要です。また、機械全体のメンテナンスを行う際には、リニアガイドの潤滑性やノズルヘッド、ライブギアの状態も確認する必要があります。

記事一覧
3Dプリンター活用技術検定試験とは?試験誕生の背景や取得の利点
金属加工と金属3Dプリンターの違いは?それぞれに適したケースを理解しよう
業務用3Dプリンターに対するニーズの変化とは?最終製品や量産化も可能にする技術の進歩
ウッドショック対策として期待される木材フィラメントの特徴と活用事例
3Dプリンター用カーボンファイバーは耐熱性と強度で金属の代替としても期待
メタマテリアルとは?業務用3Dプリンターで期待される技術と可能性
強度に優れた業務用3Dプリンターの素材チタン!医療現場でも活躍
業務用 3D プリンターで納期の課題を解決!試作品製作におすすめの理由
3Dプリンターで半導体装置の造製を効率化!コスト低減にも効果的
業務用セラミック3Dプリンター市場が急成長!開発動向や技術を解説
業務用3Dプリンターの「インクジェット方式」とは?仕組みや活用シーンを解説
業務用3Dプリンターの粉末焼結積層造形方式とは?ナイロン素材使用の利点
大量生産実現に向けて!自動化機能搭載の業務用3Dプリンターの魅力
業務用3DプリンターにおけるCAD/CAMとは?使用方法についても解説
業務用3Dプリンターの失敗例!原因や適切なメンテナンスを紹介
業務用3Dプリンターはメンテナンスが必須!方法と見る箇所とは
業務用3Dプリンターは医療用に向く!活用事例や製品選びを解説
業務用3DプリンターG-ZEROが実現した超高速で美しい仕上がり
Raise3Dは高品質業務用3Dプリンター!注目される理由とは
業務用3Dプリンターの造形方式とは?特徴や適切な選び方を解説
業務用3Dプリンターで使用できるモデル材とは?種類や特徴を解説
知っておきたい廃液処理方法とは?光造形3Dプリンターの後処理を解説
サポート材とは?業務用3Dプリンターに必要な理由と種類を紹介
価格が安い業務用セラミック3Dプリンターを導入しよう!使用用途や特徴を紹介
【造形方式別に紹介】業務用3Dプリンターの種類と仕組みを解説
造形物をつくる業務用3Dプリンターとは?仕組みと用途を徹底紹介
積層ピッチが小さい業務用3Dプリンターのメリットとメーカー紹介
造形方式によって異なる業務用3Dプリンターの対応材質と主な材料の特徴
業務用3Dプリンターの製造方法~導入に必要なものや広がる用途について
業務用3Dプリンターの解像度とは?業務用3Dプリンターの精度を決める要素について
金属材料の造形可能な業務用3Dプリンターを提供するメーカーと金属3Dプリンターの基礎知識
業務用3Dプリンターで高いニーズを持つセラミック!使用用途やおすすめメーカーについて
造形サイズで業務用3Dプリンターを選ぶ際のポイント – サイズ別おすすめ業務用3Dプリンター
Formlabs社の優れた業務用3Dプリンターform2は生産終了?後継版のForm3+
業務用3Dプリンターで使用される主な材料と選び方!樹脂の特徴について
寸法精度とは?業務用3Dプリンターの精度を決める要素について
幅広い業界で導入が進む業務用3Dプリンター!事例からみる導入効果とは?
業務用3Dプリンターに革新をもたらしたBMFの技術!BMF製品の魅力に迫ります
製造現場のニーズに応えるキーエンスの業務用3Dプリンターアジリスタの魅力とは?価格や特徴を紹介
業務用3Dプリンターの課題と将来性!微細加工を可能にした技術
業務用3Dプリンタの中でも注目のformlabs form3!性能から注意点まで徹底解説
高性能業務用3Dプリンターを選ぶポイントとおすすめ業務用3Dプリンター紹介
進化を遂げる業務用3Dプリンター!精度を決める要素と高精細3Dプリンターの今
世界最高精度の3Dプリンター!BMFのmicroArch®シリーズを紹介
付加価値でものづくりを支えるキーエンスの3Dプリンターとは?
世界が認める精密水準を誇る3DプリンターメーカーのBMFとは?